产品详细介绍
以下是:重庆市荣昌区生产线数控弯箍机厂家厂家直销供货稳定的产品参数
| 产品参数 |
|---|
| 产品价格 | 18000 |
|---|
| 发货期限 | 24h |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 包邮 |
|---|
| 小起订 | 1 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 河南建贸 |
|---|
| 产品规格 | JMGSX-500 |
|---|
| 发货城市 | 长葛 |
|---|
| 产品产地 | 河南 |
|---|
| 可售卖地 | 全国 |
|---|
| 型号 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名称 | 金属带锯床 |
|---|
| 材质 | 金属 |
|---|
| 品牌 | 河南建贸机械 |
|---|
| 范围 | 生产线数控弯箍机供应范围覆盖重庆市 万州区、涪陵区、渝中区、大渡口区、江北区、沙坪坝区、九龙坡区、南岸区、北碚区、綦江区、大足区、渝北区、巴南区、黔江区、长寿区、江津区、合川区、永川区、南川区、潼南区、铜梁区、荣昌区、璧山区、梁平区、城口县、丰都县、垫江县、武隆县、忠县、开县、云阳县、奉节县、巫山县、巫溪县 等区域。 |
|---|
导读 【建贸】为客户提供多样化产品,包括九龙坡数控钢筋弯曲中心、北碚智能张拉机、黔江钢筋镦粗机、永川【智能压浆】、开县钢筋笼绕笼机等,适配多元场景需求。在重庆市荣昌区采买生产线数控弯箍机厂家厂家直销供货稳定到建贸机械 (荣昌区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:赵艳杰,地址:《老城镇》。 重庆市,荣昌区 荣昌区隶属重庆市,古称昌州,位于重庆西部、渝西地区,重庆、四川两省(直辖市)接壤处,是重庆西部门户,辐射渝西川东区域的中心城市;重庆主城都市区桥头堡城市。东靠大足区、永川区,西接四川内江隆昌,南邻四川泸州泸县,北与四川内江东兴区、四川资阳安岳县接壤。总面积1077平方千米;2022年末,常住人口66.80万。截至2022年10月,荣昌辖15个镇、6个街道,区政府驻昌元街道。
生产线数控弯箍机厂家厂家直销供货稳定产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:重庆荣昌生产线数控弯箍机厂家厂家直销供货稳定的图文介绍
的 镦粗机供应生产制造能力,让您省心
①现代化高科技生产,配有先进生产 镦粗机供应设备及检测仪器
②公司合作有多处生产基地供货以确保订单完成率
③ISO9001国际化生产流程管理,致力于成为国内 镦粗机供应设计、研发、制造、生产基地


锯床带锯条切偏切斜的原因:
首先:带锯条的张紧力不够。这点容易处理,就是挑选数控锯床的时候,要挑选带有张紧绷簧维护的张紧组织,这么要比一般直接硬上的要强许多。一起切成捆锯切时,也要留意张紧力度的挑选。 其次:合金块是不是磨损。合金片?简单说就是带锯床上两个支臂下夹锯条的铁块,两头各有两块,用来夹持锯条用的,主要意图是确保锯条在同一水平线上,以确保锯切的精度。
合金块也算属于消耗品,仅仅相对经用一些罢了,但也有必要定时查看。
:调整支臂间的距离。这是个细节问题,比方你买了个直径130的锯床,正本用来是切开相对大料的,可究竟也有小料嘛,比方80的料,这个时分,疑问就呈现了,你会发现因未及时调整,致使大锯床切开小料的现状。这就致使因距离过长,拉力上就不会均匀,虽然带锯床合金片有起到坚持精度的意图,但因带锯床支臂距离过大,抵消了其效果,这么不小心就呈现了切偏的问题了。



不伤工件外表。金属圆锯机又名切管机,而一般的金属圆锯机(切管机),望文生义,能够通切一些常见的金属:铜、铁、铝、不锈钢等。带锯机主要由床身、锯轮、上锯轮升降和仰俯设备、带锯条张紧设备、锯条导向设备、工作台、导向板等组成。带锯床床身由铸铁或钢板焊接制成。锯轮分有幅条式的上锯轮和幅板式的下锯轮;下锯轮为主动轮,上锯轮为从动轮,上锯轮的分量应比下锯轻2.5~5倍。锯床锯切的精度禁绝确是啥原因?a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。



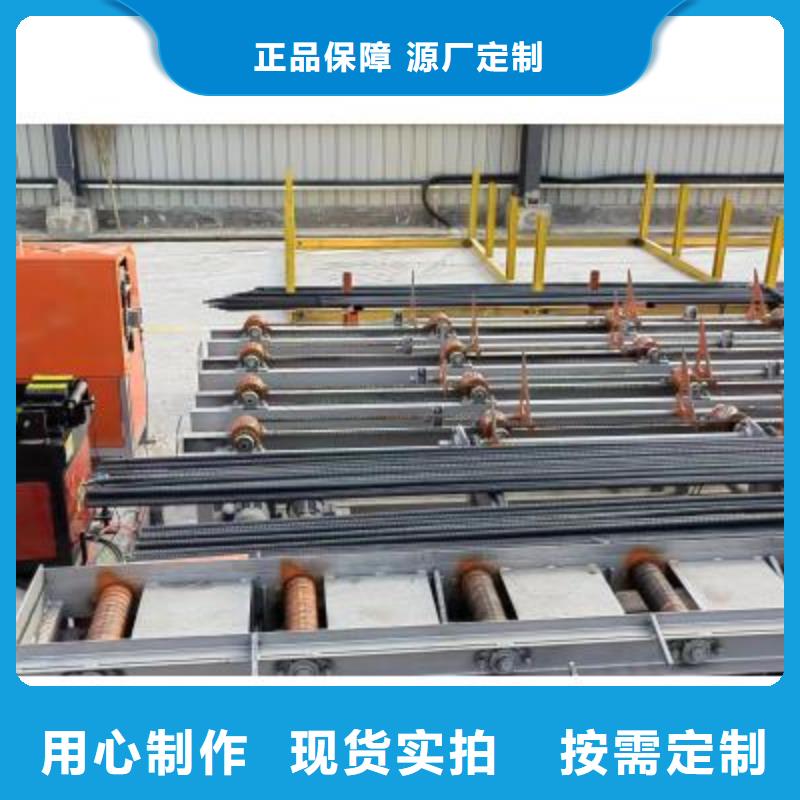
重庆荣昌数控全自动锯切套丝打磨生产线产品介绍:钢筋锯切 墩粗 套丝 打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。节约场地:套丝设备可与钢筋剪切锯切设备连接,钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。减少人工:该设备操作人员只需要一个人就可完成操作,无需吊装和搬运线体直接运输。提率:短时间实现从原材料到两端套丝半成品。保证品质:上下工序紧密衔接,及时发现异常并纠正。操作简单:设备配备人性化的操作程序,可选择作业,同时这两个部套可以拆分开作为独立设备使用。先进的伺服控制系统,锯切套丝精度高。重庆荣昌数控全自动锯切套丝打磨生产线产品参数:型号LYJQ-500锯切宽度:500mm钢筋直接:16-50mm钢筋传说速度:90m/min钢筋长度范围:1.5-12长度误差:±1mm锯切主机功率:4kw外形尺寸:29*3.8*2.45m套丝机型号:40-3/40-5型加工钢筋直径:16-40mm滚丝zui大长度:80mm



· 液压控制锯切进给速度,无级可调。
· 液压控制导向块结构钳口双向夹紧,手动或液压夹紧。
· 小量可成束锯切,生产效率高。
· 带锯条采用滚动轴承和硬质合金导向,延长锯条的寿命。
的参数有哪些?我们来看一下。
1、主要技术参数
1.1 锯切范围:圆料○ Φ300mm 方料□(宽×高) 400×300(mm)
1.2 锯带速度:24 36 45 54 75
1.3 锯带尺寸:长度选用4115(3950)mm,宽度选用34mm,锯带厚度不得超过1.1mm。
1.4 电机:电机总功率4.0 KW
1.5 装卡方便,灵活可靠。
总结在重庆市荣昌区采购生产线数控弯箍机厂家厂家直销供货稳定请认准建贸机械 (荣昌区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:赵艳杰-【17768165506】,地址:老城镇)。